Computer Vision in Manufacturing: From Quality Control to Autonomous Production Lines
- Mar 03, 2026
- What Is Computer Vision in Manufacturing?
- Why Traditional Inspection Methods Fall Short
- How AI Improves Production Quality
- Key Examples of Computer Vision in Manufacturing
- From Inspection to Autonomous Production Lines
- Architecture of a Modern Vision-Enabled Factory
- Deployment Models and Scaling Strategy
- Emerging Trends in Computer Vision for Manufacturing
- Business Impact and ROI Considerations
- Visual Data as a Strategic Asset
- Integration with MES, ERP, and Industrial IoT
- Addressing Implementation Challenges
- Workforce Transformation and Change Management
- Cybersecurity and Compliance Considerations
- Industry-Specific Impact
- The Road to Autonomous Factories
- Conclusion
- About iProgrammer Solutions
Front-line supervisors know this scenario well. A shift starts smoothly, the line hums, and output climbs. By mid-morning, a few tiny surface defects go unnoticed. By the end of the day, hundreds of flawed units are packed and headed out the door.
This incremental drift quietly eats into quality and margins. According to reports, manufacturers implementing computer vision expect productivity gains of over 50% in the next few years. These will be driven by faster, more accurate visual inspection than humans or traditional systems can deliver.
Computer vision in manufacturing scales visual judgment to match line speed. It sees what humans and legacy inspection systems miss. It connects visual data with production intelligence in real time. And it does so at volumes and speeds which are beyond the capability of humans.
In this blog, we will discuss how computer vision in manufacturing is evolving from quality control to powering autonomous production lines. We will examine its technical foundation, real-world applications, and strategic value for modern plants.
What Is Computer Vision in Manufacturing?
Computer vision is one of the fields of artificial intelligence. It is the capability of computers to interpret data. Computer vision in the manufacturing industry is the capability of computers to interpret data obtained through cameras placed across the production line.
Unlike traditional inspection systems, modern computer vision does not rely solely on fixed rules. It uses deep learning models trained on large datasets. These models learn patterns, variations, and anomalies from real production environments.
In practical terms, computer vision in manufacturing allows factories to:
- Detect surface defects at microscopic levels
- Measure dimensions with sub-millimeter accuracy
- Identify product variants automatically
- Monitor assembly processes in real time
- Track components and finished goods
The change from rule-based computer vision systems to learning-based systems is an important one. The change is necessary because the previous systems required proper lighting and rigid setups. Modern AI models adapt to variation. They handle reflections, noise, and minor environmental changes with higher resilience.
This makes computer vision not just an inspection tool, but a production intelligence layer.
Why Traditional Inspection Methods Fall Short

Manual inspection has always depended on experience. Skilled operators can detect subtle anomalies. However, fatigue reduces consistency. Human review cannot scale to thousands of units per hour.
Even legacy automated visual inspection systems have limits. They work well for predictable patterns. They struggle with product variation and edge cases.
As product portfolios expand and customisation increases, static rules become inefficient. Manufacturers face:
- Increased false rejects
- Missed micro-defects
- High dependency on human validation
- Slower root cause analysis
In high-volume industries such as the automotive, electronics, and pharmaceutical industries, any error in the inspection process can lead to financial and regulatory consequences.
AI-driven vision systems reduce this variability. They continuously learn from new defect patterns. They integrate production data with visual insights. This changes how quality control is executed.
How AI Improves Production Quality

AI transforms inspection from reactive to predictive. In traditional environments, defects are discovered after production stages. AI models identify risk patterns during the process itself. This reduces scrap and rework.
Here is how AI quality inspection enhances production quality:
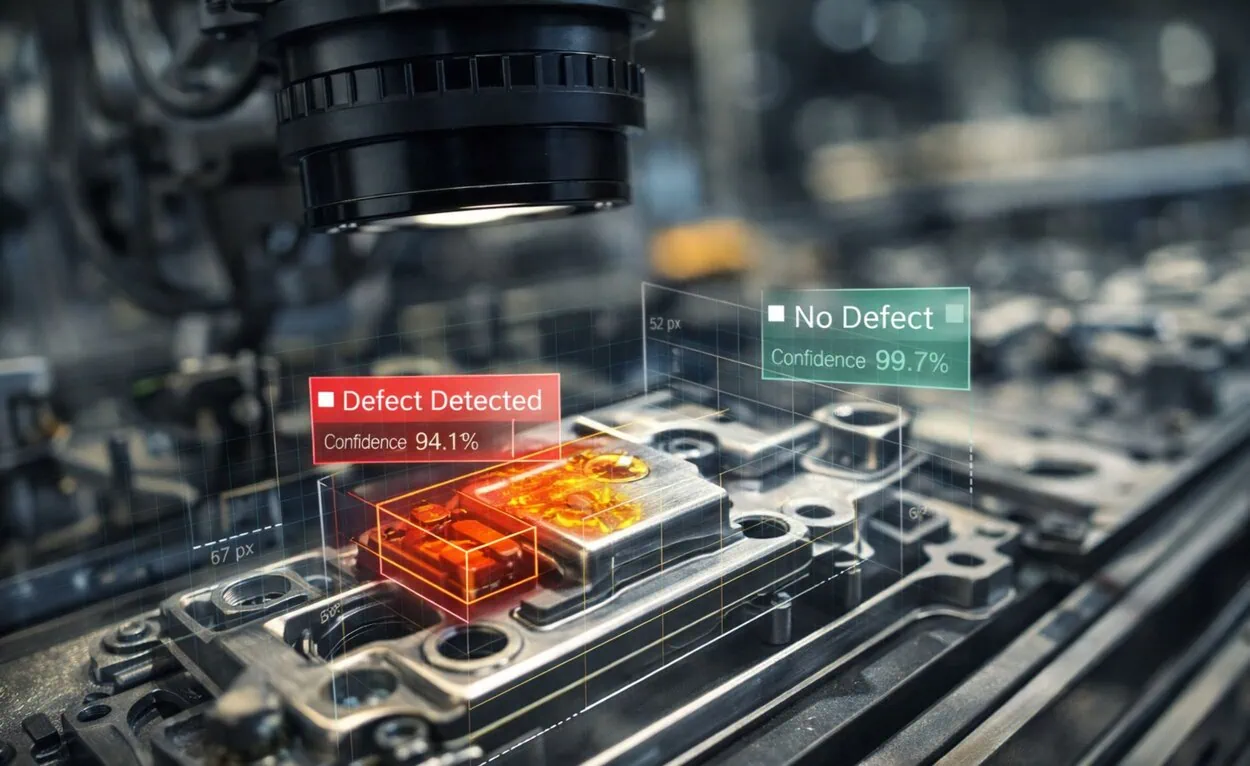
1. Real-Time Defect Detection
The deep learning model processes the image instantly. It can detect scratches, dents, contaminants, misalignment, and even structural defects. The process is done in an instant.
2. Adaptive Learning
AI systems improve with data. When new defect types appear, models are retrained. Over time, detection accuracy improves beyond manual benchmarks.
3. Root Cause Correlation
Vision data can be linked to machine logs. If a defect spikes at a certain time, the system correlates it with temperature, vibration, or operator shift data. This accelerates corrective action.
4. Reduction in False Positives
Traditional systems often reject acceptable units. AI models better differentiate cosmetic variation from functional defects. This reduces unnecessary waste.
The impact on productivity is measurable. Plants report higher first-pass yield rates. They reduce inspection manpower dependency. They improve audit readiness through visual traceability.
Key Examples of Computer Vision in Manufacturing
Computer vision applications now extend across industries. The technology is not confined to quality control. It influences safety, logistics, and process optimisation. Below are leading examples shaping modern production environments.
Surface Defect Detection in Automotive: High-definition cameras capture images of car body panels. AI algorithms identify micro-cracks and painting irregularities. Detection occurs before final assembly. This reduces rework costs and preserves brand quality.
PCB Inspection in Electronics: Printed circuit boards demand extreme precision. Computer vision inspection is carried out for solder joints and component placement. They identify invisible micro defects. The accuracy exceeds manual microscopes.
Pharmaceutical Packaging Validation: Machine vision inspection of pharmaceutical packaging verifies label placement, expiration dates, and sealing. AI quality inspection ensures regulatory compliance. Serialised packaging is validated automatically. This reduces compliance risk.
Food Sorting and Grading: Cameras examine the shape, color, and texture of food items. Defective and spoiled food is removed in real-time. Food sorting is faster and more hygienic.
Robotic Guidance Systems: Vision systems guide robotic arms. They identify part orientation and positioning. This enables flexible assembly processes.
From Inspection to Autonomous Production Lines
The true transformation begins when vision systems integrate with robotics and control systems. Inspection alone improves quality. Integration enables autonomy.
Autonomous production lines rely on three pillars:
- Real-time perception
- Intelligent decision-making
- Automated actuation
Computer vision provides perception. AI algorithms interpret context. Robotic systems execute actions.
For example, if a component is misaligned, the system detects the deviation. It sends instructions to a robotic arm. The correction happens without human intervention.
Over time, production lines adjust themselves based on defect trends. Tool calibration can be optimised dynamically. Material handling can be rerouted automatically. This creates a closed feedback loop between sensing and execution.Architecture of a Modern Vision-Enabled Factory
To understand scalability, it is useful to examine the technical stack that supports industrial-grade deployment.
A production-ready vision system is not just cameras and algorithms. It is an ecosystem of hardware and software, designed for production.
| Layer | Function | Technology / Components | Operational Value |
|---|---|---|---|
| Image Acquisition | Industrial cameras and imaging systems | 2D, 3D, hyperspectral cameras with controlled lighting | High-resolution, consistent real-time capture across variable environments |
| Edge Processing | Real-time inference at the device level | Industrial GPUs, AI accelerators, embedded edge devices | Ultra-low latency inference and reduced cloud dependency |
| AI Models | Computer vision and anomaly detection | Deep learning models, segmentation networks, anomaly detection frameworks | Adaptive inspection accuracy and contextual defect classification |
| Data Integration | Enterprise system connectivity | MES, ERP, SCADA, and quality management system integration | Production traceability and closed-loop quality control |
| Control Systems | Automated operational response | PLCs, robotic arms, automated reject mechanisms | Real-time autonomous corrective action |
| Data Governance | Data lifecycle and monitoring | Storage pipelines, versioning, model monitoring systems | Compliance, audit readiness, and model performance tracking |
Each layer must be engineered for industrial reliability.
- Latency and uptime are critical, especially on high-speed lines.
- Edge processing reduces bandwidth strain and ensures decisions happen within milliseconds.
- Model monitoring prevents silent accuracy degradation over time.
- When properly architected, this stack supports replication across multiple plants without performance compromise.
This is what separates pilot projects from enterprise-scale deployment.
Deployment Models and Scaling Strategy
Most vision projects don’t fail because the model is bad. They fail because the rollout was rushed. A pilot works on one line. Leadership wants it everywhere. Then reality hits. Bandwidth issues, lighting differences, operator confusion, IT overload.
Scaling is not adding more cameras. It’s making early architectural decisions.
Key choices leaders must make:
- Edge vs Cloud: Edge works when latency matters. Cloud works when cross-plant visibility matters. Most plants need both.
- Centralised vs Local Models: One standard model brings control. Local tuning brings precision. The right balance depends on product variation.
- Pilot vs Infrastructure Mindset: A pilot should stress-test real production conditions — shift changes, dust, vibration, lighting drift. If it cannot survive those, it will not scale.

Manufacturing environments are evolving quickly. Several trends are shaping the next phase.
3D and Multimodal Vision
Three-dimensional vision is now combined with thermal and hyperspectral imaging. This facilitates volumetric inspection. It also allows for the detection of internal defects. Aerospace, car castings, and battery manufacturing industries benefit significantly from this layered vision.
Foundation Models for Industrial Vision
Pre-trained industrial vision models are emerging. These minimise the time taken for training. They also improve the ability to generalise. Instead of training models from scratch, manufacturers fine-tune pre-trained models.
Synthetic Data and Generative
Generative AI is used to simulate rare defects and edge cases. This strengthens model resilience before deployment. It reduces reliance on waiting for real-world failure samples.
Edge AI with Dedicated Accelerators
The presence of AI-specific chips at the edge facilitates inference within sub-10 millisecond time. It supports high-speed packaging, semiconductor inspection, and assembly applications.
Vision-Led Closed-Loop Control
The systems no longer just detect anomalies. Instead, they drive tool recalibration, robotic changes, or parameter adjustments. It leads to a self-correcting process.
Continuous Model Monitoring
AI governance platforms monitor changes in the models. It includes changes in bias, drift, and performance degradation. It ensures the maintenance of accuracy over time.
The above trends indicate the direction computer vision in manufacturing is heading towards.
Business Impact and ROI Considerations
Technology adoption should yield business impact. For manufacturing industries, computer vision system evaluation involves:
- Reduction in defect escape rate
- Improvement in first-pass yield
- Scrap and rework cost reduction
- Labour redeployment efficiency
- Downtime reduction
- Warranty claim reduction
- Audit and compliance readiness
- Speed of root cause identification
Below is a high-level ROI comparison framework.
| Metric | Traditional Inspection | AI Vision System |
|---|---|---|
| Inspection Speed | Operator dependent | Millisecond inference |
| Accuracy Consistency | Variable across shifts | Stable and data-driven |
| Data Traceability | Manual logs | Automated visual audit trail |
| Scalability | Limited by manpower | Rapid cross-line replication |
| Root Cause Analytics | Reactive investigation | Real-time correlation with process data |
| Downtime Impact | Post-failure detection | Early anomaly detection |
| Compliance Support | Paper-based documentation | Time-stamped digital records |
| Workforce Utilisation | High repetitive workload | Redeployment to higher-value tasks |
Initial capital investment includes cameras, edge hardware, and integration costs. However, high-volume operations typically see payback within 12 to 24 months when defect escape rates drop and scrap is reduced. The strongest ROI often emerges in industries with tight tolerances and regulatory exposure.
Visual Data as a Strategic Asset

Here’s what most teams miss. The camera is not the real advantage. The data is. Every captured image records how your process behaves in the real world. Over time, that becomes a proprietary defect library. And that compounds.
Why this matters long term:
- Defect patterns become easier to predict
- New SKUs can be onboarded faster
- Cross-plant quality benchmarking becomes possible
- Supplier performance can be validated visually
Competitors can buy similar hardware. They cannot buy your historical production data. Factories that start structuring visual data today are effectively creating a competitive advantage for the future.
Integration with MES, ERP, and Industrial IoT
Vision systems cannot operate as isolated silos. Integration is essential for operational impact.
- Manufacturing Execution Systems provide production context such as batch ID, shift timing, and machine parameters. ERP platforms manage supply chain and inventory decisions. When vision insights flow into these systems, quality becomes part of business intelligence.
- If a defect spike appears in a specific lot, procurement can trace raw material sources. If rejection rates increase during certain machine cycles, scheduling can be recalibrated. Quality data becomes actionable rather than archival.
- The addition of Industrial IoT sensors provides another dimension to the detection. Vibration, pressure, and temperature sensors all add to the detection capabilities. Combined analytics create a multi-signal production monitoring framework.
This allows for a prediction and autonomous decision-making process throughout the plant.
Addressing Implementation Challenges
Adoption is not without complexity.
- Data Quality and Annotation: For the AI to function effectively, diverse data sets with accurate annotations are necessary. Inaccurate annotations create bias. Governance structures should be put in place to standardise the process.
- Environmental Variability: Lighting changes, dust, reflections, and changes in the products themselves affect the accuracy of the system. Industrial-grade casings help mitigate these risks.
- Change Management: Operators must trust system decisions. Transparent dashboards and visual heatmaps improve confidence. Training ensures teams understand system limitations.
- Infrastructure Planning: Industrial-grade cameras, GPUs, network infrastructure, and storage pipelines all require capital planning. Pilot validation helps justify scaling.
- Model Drift and Lifecycle Management: Production changes can degrade model performance. Continuous monitoring and scheduled retraining preserve accuracy.
A structured implementation roadmap reduces risk. Pilot programs help validate performance before scaling.
Workforce Transformation and Change Management

The first reaction on most factory floors is not excitement. It’s concern. Inspectors wonder about job security. Supervisors worry about false rejects. Engineers anticipate integration headaches. Those concerns are valid.
Computer vision changes roles. It reduces repetitive inspection and shifts people toward analysis and root-cause investigation. But that shift does not happen automatically.
What successful plants do differently:
- Train operators early
- Explain what the AI can and cannot do
- Share performance metrics openly
- Position the system as support — not surveillance
There is also a skills transition underway. Production teams must become more data-aware. Quality managers must understand model accuracy and false-positive rates.
Technology is the visible transformation. Culture is the real one. Autonomous production lines require human trust as much as machine precision.
Cybersecurity and Compliance Considerations

Vision platforms handle sensitive operational data. Cybersecurity must be embedded in system design.
- Secure boot protocols protect edge devices from tampering. Encrypted communication safeguards data transmission. Role-based access controls restrict unauthorised viewing.
- For regulated industries such as pharmaceuticals and food processing, time-stamped image records support audit compliance. Data retention policies must align with industry standards.
As factories digitise, vision systems become part of the broader cyber-physical environment. Security strategy must evolve accordingly.
- Automotive: Tight tolerance requirements and zero-defect mandates drive large-scale AI quality inspection deployment. Vision systems also guide autonomous material handling vehicles.
- Electronics and Semiconductors: Miniaturisation demands micron-level precision. AI-driven automated visual inspection reduces dependency on manual microscopy.
- Pharmaceuticals: Serialisation, blister pack validation, and contamination detection require flawless inspection accuracy.
- Food and Beverage: Foreign object detection, grading, and hygiene monitoring improve consumer safety and brand trust.
- Battery and EV Manufacturing: Cell alignment, coating inspection, and thermal anomaly detection are increasingly vision-driven.
Each industry benefits differently, but the core value remains consistent. Enhanced visibility enables smarter control.
The Road to Autonomous Factories
Autonomy is achieved progressively.
- Stage one automates inspection.
- Stage two integrates robotics and reject mechanisms.
- Stage three introduces predictive adjustments based on visual trends.
- The final stage involves self-optimising systems that recalibrate tools automatically.
As factories accumulate structured visual datasets, they gain predictive intelligence. Production planning becomes data-driven. Waste decreases. Downtime shortens. Yield stabilises.
Autonomous production lines already operate in advanced manufacturing ecosystems. The shift is not conceptual. It is operational.
Computer vision in manufacturing forms the perceptual backbone of this transformation.
Manufacturing leaders must ask critical questions:
- Is inspection data actionable or isolated?
- Can systems adapt to new product variations?
- Is the infrastructure scalable across facilities?
- Does the technology align with long-term automation goals?
Selecting the right partner matters. Expertise in industrial environments is essential. Systems must handle real-world variability, not lab conditions. A phased rollout strategy minimises disruption. Clear KPIs guide performance measurement.
Factories have always relied on sight. Skilled inspectors built reputations on their ability to notice the smallest flaw. Now, vision has evolved into a digital capability that never tires. It processes thousands of images per minute. It correlates data across systems. It supports decisions that once required human intuition.
Computer vision in manufacturing is no longer limited to quality gates. It forms the perception layer of autonomous production lines. It bridges inspection, robotics, analytics, and enterprise systems. Manufacturers that adopt it thoughtfully gain more than efficiency. They gain visibility, resilience, and strategic control.
About iProgrammer Solutions
At iProgrammer Solutions, we design industrial AI systems that operate reliably in real factory environments. Our expertise spans AI quality inspection, robotics integration, and enterprise system connectivity.
In modern plants, seeing defects is only the beginning. The real shift happens when AI systems also validate whether every process step is executed correctly, in sequence, under the right conditions, and by the right operator. That is where vision connects with AI-based process auditing. Cameras, sensors, and production data work together to monitor adherence in real time, not just outcomes at the end of the line.
The goal is simple: fewer deviations, faster corrections, and stronger operational control across shifts and sites.
For manufacturers exploring how computer vision can evolve into continuous process intelligence, this is the next layer of maturity.
